Technical parameters
| Item |
0.38mm |
0.76mm |
| Appearance requirements |
| Appearance |
Achromic or yellowish transparent film with leveled surface without scratch or fold |
| 1.2 A-shaped impurities and blister |
| <0.5mm |
Allowed to existed dispersively |
| >0.5mm一1.5mm |
Not more than 8 ones for each roll |
Not more than 5 ones for each roll |
| Mark them, and add 1m at each place. |
| 2.Geometrical size |
|
|
| 2.1Thickness (mm) |
0.38±0.015 |
0.76±0.02 |
| 2.2Evenness |
The transverse thickness deviation within distance of 25mm ~ E does not exceed 15 um;
The transverse thickness deviation within distance of 50mm ~ E does not exceed 20 um |
| 2.3Length tolerance(m) |
Not less than labeled length |
| 2.4Width tolerance(mm) |
0—20 |
| 3.Moisture content(%) |
0.35一0.55 |
| 4.Tensile strength(MPa) |
≥20 |
| 5.Elongation at break(%) |
≥200 |
| 6.Haze ratio(%) |
≤0.6 |
| 7.Shrinking percentage(60~C/1 5min)(%) |
≤8 |
Additional remarks:
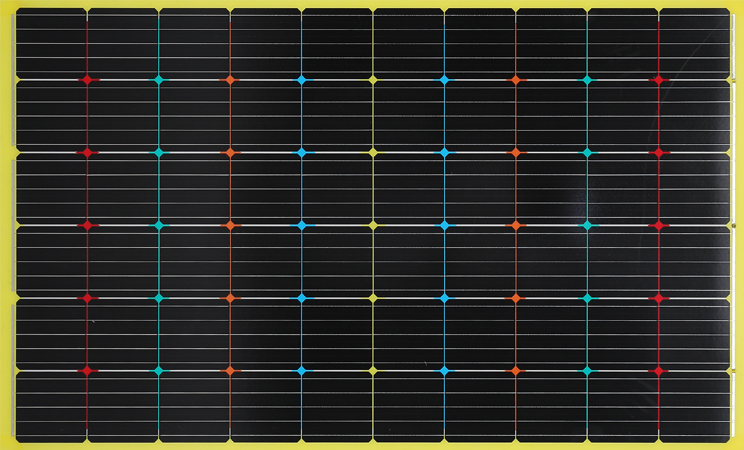
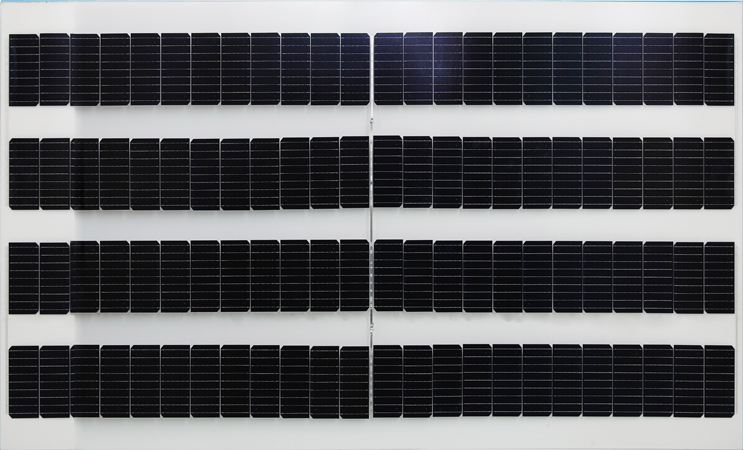
The laminated glass of different utilization has different thickness of intermediate film.
Use process
Cutting, cleansing and processing of glass
The incision of original side shall be appropriate in cutting to deliver satisfactory edge peeling effect. The dimension shall be precise without difference larger than 2mm lest blisters be produced due to uneven edge. The cut glass edge shall be grinded, then cleansed using sheet washer. The cleansed glass surface shall not have residual oily soil or other impurities. The last stage of cleansing must use softened water lest reject be produced due to low bonding strength. The cleansed glass shall be dried and placed to be cooled to room temperature before use.
Processing technic
The processing environment shall have a temperature of 20—25℃, and humidity of 25% (18 - 23% for automobile glass) and shall be totally enclosed and clean without dust. The workers shall wear antistatic clothing. Before merging, the PVB film shall be stored for 24 hours in the environment of merging room. In merging, the film is spread on glass and smoothed out to be merged with glass, with trimming allowance controlled as about 2—3mm. The workers shall take strict precautions against overlapping of films, and in trimming, shall strictly guard against pulling films to cause glue shrinkage. Never directly use hand to hold glass or film to produce fingerprint to cause blister and adhesive failure.
Process of preloading by vacuum
Telescope the merged glass into vacuum bag or vacuum rubber ring, cold draw for 2-15min, begin to heat to 95℃-105℃ and hold for 20-45min, cool to 60℃ before removing vacuum bag or vacuum rubber ring to complete preloading. Keep vacuum tightness of above 650mmHg in the whole preloading process and take strict precautions against air leakage lest the preloading effect be influenced and blisters in finished products be produced.
Process of rolling method
Put the merged glass on preformer to enter the first rolling compression, then put it in thermostat, and begin the second rolling compression, exhaust, seal edge to finish this course. After exiting from the second roller, the circumference of glass is supposed to have a complete ring of transparent strip to seal the edge lest the gas in autoclave should flow back to produce blisters. Other positions can have evenly dispersed opacity. The gapping of the first rubber roller should be about 1.5mm smaller than the integral thickness of glass, and pressure shall be 0.4—0.5Mpa. The gapping of the second rubber roller shall be about 2mm smaller than the integral thickness of glass, and pressure shall be 0.4-0.7Mpa. The temperature of glass surface when it goes under the first rubber roller must be strictly controlled as 20℃-40℃ lest too high temperature should cause too early edge sealing and make the interior gas fail to be vented; the temperature of glass surface when the glass exits from the second rubber roller must be strictly controlled as 50℃-68℃. The temperature of glass surface must be closely controlled to prevent too high or too low temperature. To produce, the operators shall prepare the glass needed and film conforming to glass specification in advance to produce as continuously as possible, lest too violent temperature fluctuation in thermostat due to long interval should make accurate control of temperature of glass surface impossible, thereby influencing preloading effect and causing blisters in finished products.
Process of producing finished product with high pressure
Place the glass which has been preloaded and has air vented vertically on bracket, with glass span being greater than 5mm. After the glass is put in autoclave, seal the door, then first heat up to make the temperature in autoclave up to 45℃, and heat and pressurized simultaneously. In the first stage, temperature is 60℃- 80℃-, and pressure is 0.6Mpa - 0.8Mpa. Hold temperature for 40-60min after the it reaches 125℃- 135℃ and pressure reaches 1.10Mpa—1.25Mpa. Then dwell and cool to 40℃, and begin to decompress to barometric pressure to finish the high pressure forming. The temperature of heating, pressurizing and decompressing must be closely controlled to prevent blisters in laminated glass.
 英语
英语 阿拉伯语
阿拉伯语 西班牙语
西班牙语 中文简体
中文简体